



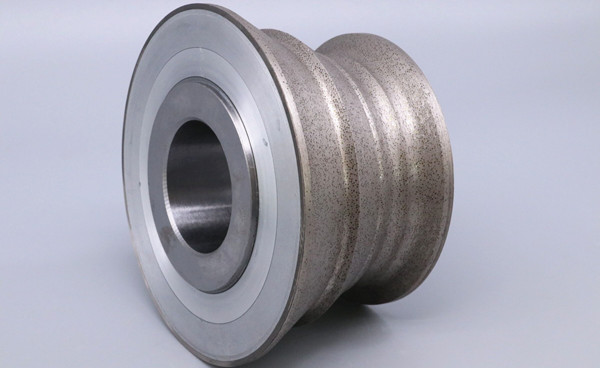
Diamond Rotary Dresser / Profile Roller Dresser
Diamond Rotary Dresser Roller ( profile / form dressing)
Applications: Ball and roller bearings,linear guides, ball screws, gear teeth or racks, turbine industry for grinding the blades,the automotive and -supply industry, general mechanical engineering, etc
High utilization of CNC machine , easy to achieve automation and mass production.
Product Details
The Rotary dresser is an advanced forming wheel and honing wheel dressing tool with high correction efficiency and can trim complex shaped grinding wheels that cannot be completed by other dressing methods. Epecially those applications using vitrified bonded grinding wheels.
More Superhard diamond dressing rolls are used successfully in the following applications
– The manufacture of ball and roller bearings,for grinding raceway profiles
– Drive technology for manufacturing linear guides, ball screws, gear teeth or racks
– Turbine industry for grinding the blades as well as the blade root and fir tree profiles
– The automotive and -supply industry for grinding camshafts, crankshafts and gear shafts, fuel injection components, piston rings, joints, ball screw drives etc
– Grinding of precision tools such as taps, twist drills, milling cutters, reamers etc
– General mechanical engineering for grinding hydraulic or pump components




Types of Diamond Rotary Roll
Profile Rolls Profile rotary diamond dressers are used to form grinding wheels for many different kinds of mass production. Profile rolls transfer a defined shape to the grinding wheel rim, which is used to generate the workpiece profile. Usually the profile of the roll corresponds precisely to that of the workpiece but it can also be adapted to the specific grinding. Shorter dressing time and long tool life leads to high productivity and consistent process conditions. Many kinds of conventional grinding wheels, and in special cases super-hard grinding wheels, can be dressed with this dressing method.
| Description | Technology | Code | Diamond distribution | Diamond density
|
Accuracy of working surface |
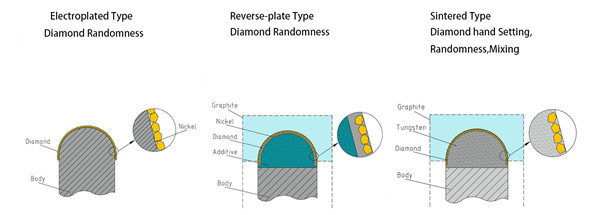
| Profile rolls | Sintered | SD | Hand Setting | Max | Middle |
| Randomness | Max | Middle | |||
| Profile rolls | Electroplated | ED | Randomness | Max | Low |
| Profile rolls | Reverse-plate | RD | Hand Setting | Max | Middle |
| Randomness | Max | High |
Rotary Dressing Disc The CNC dressing technique can be used in all fields of grinding production, especially for small and medium production lot sizes and for prototype applications. The profile of the grinding wheel is created by the CNC controlled process that moves the rotating form roll along the target contour. Form rolls are therefore not restricted to a specific workpiece but can be used flexibly.

| Description | Technology | Code | Diamond distribution | Diamond density
|
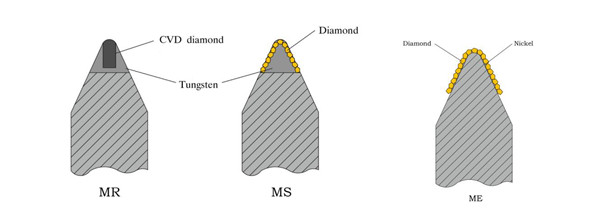
| Dressing disc | Sintered | MS | Hand Setting | Max |
| Randomness | Max | |||
| CVD | Max | |||
| Dressing disc | Reverse-Sintered | MR | Hand Setting | Max |
| Randomness | Max | |||
| CVD | Max | |||
| Dressing disc | Electroplated | ME | Randomness | Max |
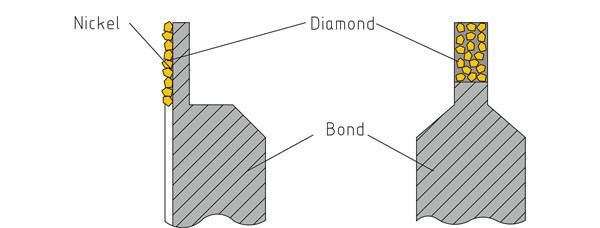
Diamond Rolls for Dressing Vitrified bond CBN Wheels The primary characteristics of Vitrified CBN grinding wheel are high hardness, high thermal conductivity, high sharpness, resulting in high grinding efficiency. Suitable for high efficiency grinding of steel. Because CBN material is hard so it is very difficult to dressing, Then special diamond rollers are needed.


Commonly Suitable CNC machine:
Holfer, Gleason-Pfauter, Kapp-Niles, Reishauer, Meccanodora, Samputensili, Cinetic Landis, Toyoda
Instructions for the installation and operation of the Dressing spindle


Introduction to spindle types and basic parameters
There are various types of spindles. This product is an electrically driven liquid-cooled spindle. This product can be directly connected to the power supply shaft head and the dressing roller can be installed. It is cooled by liquid cooling. Do not run it idle for a long time. If it gets hot, stop the test run immediately. The specific power parameters are indicated on the base body.
Main spindle installation accessories and supporting devices
The installation and use of the spindle are divided into the main shaft, the shaft seat and the external wiring.
The installation of the spindle should follow the principles of stability and no interference. Within the allowable installation space of the equipment, the largest possible shaft seat should be adopted. There are many ways to fix the shaft seat, and it can be selected according to one’s own needs. Due to unclear installation conditions, this product does not come with a shaft seat. The shaft seat included in the package is only for illustration purposes and should not be used. In addition to being as stable as possible, the requirements for the shaft seat also stipulate that the center height of the shaft and the center height of the grinding wheel should be kept as stable and consistent as possible after installation.
External connection lines
The external connection lines mainly include liquid cooling pipelines and power lines. The liquid cooling pipeline is divided into an inlet and an outlet (marked at the tail of spindle), which can be oil-cooled or water-cooled. For external circulation machines or pipelines connected to cutting fluid, it is essential to ensure normal cooling during the operation of the spindle.
Roller dressing principle and parameter setting
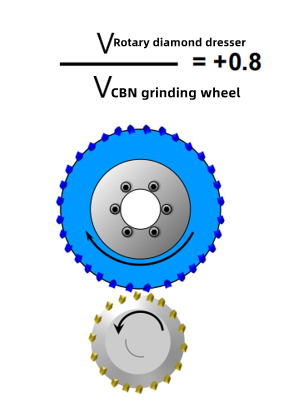
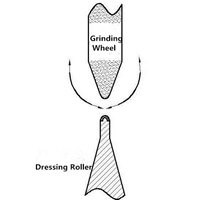
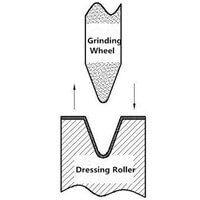
The principle of roller dressing is based on the ratio of linear velocities between the two sides.
It is divided into co-rotating and counter-rotating, as shown in the above figure. It is necessary to ensure that the linear speed ratio of both sides is close to the theoretical value range. During the specific usage process, the speed ratio between the two sides can be adjusted appropriately according to the actual grinding situation. When the rotational speed is relatively high, due to factors such as vibration, it is not recommended to use excessively high rotational speeds for such later-installed spindles.
In this figure, V represents the linear speed, not the rotational speed. By adjusting the linear speed ratio between each other, the dressing effect can be adjusted. Theoretically, the higher the relative speed, the smoother the dressing grinding wheel will be.
Frequency converter parameter setting and usage instructions
The control of the built-in frequency converter for dressing spindle head is generally integrated into the operating system, and the parameters are usually not adjusted after being set. The additional frequency converter configured for this product can be directly used by connecting an external power supply. For detailed parameters, please refer to the frequency converter manual.
The following figure shows the wiring method. For simple use, only the bottom row needs to be connected:
Connect the left side to the external power supply and the right side to the power plug of the main shaft (the power cord has already been connected, and the plug can be inserted into the interface at the tail of the main shaft). Theoretically, it is recommended to connect to the grinding machine operating system, which can achieve automatic dressing according to the set rhythm during the grinding process. However, it has relatively high requirements for the compatibility of the original system and the ability to set and edit.
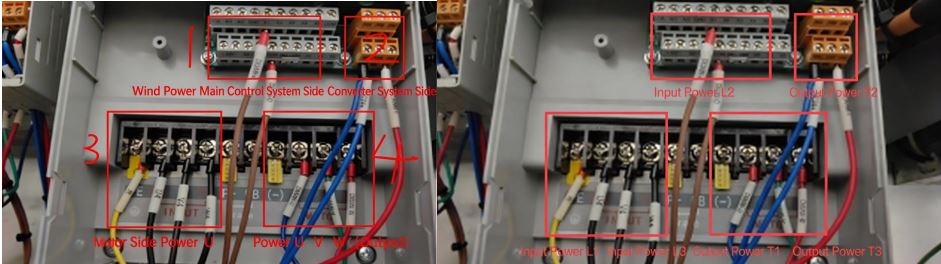
1. Internal connection for controlling the start and stop of the spindle
2. Internal connection alarm signal source
3. They are respectively the ground wire, the input power supply U V W
4. They are the output power supplyU, V, W and the spindle connection terminals
Drawing&Specification
Performance Characteristics Of Rotary Diamond Dresser
| Runout (mm) | Linearity
(mm) |
Cylindricity
(mm) |
Plainness flatness evenness
(mm) |
Profile tolerance
(mm) |
Dimension tolerance of length and step difference | Dimension tolerance of radius | Angular tolerance |
| 0.004-0.002 | 0.005-0.002 | # 0.005-0.002 | 0.005-0.002 | 0.005-0.002 | L ± 0.004-0.002mm | R ± 0.004-0.002mm | A ± 2 |
Rotary Diamond Dressers Are Divided Into Profile And Form Rolls
depending on the type of abrasive layer profiling
 |
Diamond Profile Dressing Rolls
* Profiling of the grinding wheel along the desired contour by moving the diamond dressing roller * The profile of the grinding wheel is created by a CNC controlled process that moves the rotating form roll along the target contour * Form rolls are not restricted to a specific workpiece but can be used flexibly |
 |
Diamond Form Dressing Rolls
* Profiling of the grinding wheel in only one operation using the plunge-cut dressing method * Usually the profile of the roll corresponds precisely to that of the workpiece * Extreme accuracy, even with highly complex profile contours |
Related Products
-
 Diamond dresser attach with diamond pallets
Diamond dresser attach with diamond palletsDiamond dresser attach with diamond pallets
-
 Forming diamond dresser for CNC cylindrical grinding machine, centerless grinding machine
Forming diamond dresser for CNC cylindrical grinding machine, centerless grinding machineForming diamond dresser
-
Single Point Diamond Dresser, Diamond Dressing Tools for Grinding Wheel
Single Point Diamond Dresser, Diamond Dressing Tools for Grinding Wheel
-
 Diamond Dressing Tools, Dressing Grinding Wheel
Diamond Dressing Tools, Dressing Grinding WheelDiamond Dressing Tools, Dressing Grinding Wheel
-
CVD Diamond Dresser Roll for Grinding Wheel Dressing
CVD Diamond Dresser Roll for Grinding Wheel Dressing
-
Rotary Diamond Dresser for Ceramic Wheel Dressing
Rotary Diamond Dresser for Ceramic Wheel Dressing
-
Cup wheel for dressing vitrified bond diamond wheel ( Coborn RG9 PCD grinding machine)
How to use cup wheel to dress Coborn RG9 PCD wheel
-
Moresuperhard company developed superabrasive diamond wheel to dressing vitrified diamond pcd grinding wheel.
What dressing tools are used to dress vitrified diamond wheel








Inquiry
Please Feel free to give your inquiry in the form below. We will reply you in 24 hours.