
The Ultimate Solution for Grinding Crankshaft Post End Journals Using Ceramic CBN Grinding Wheels
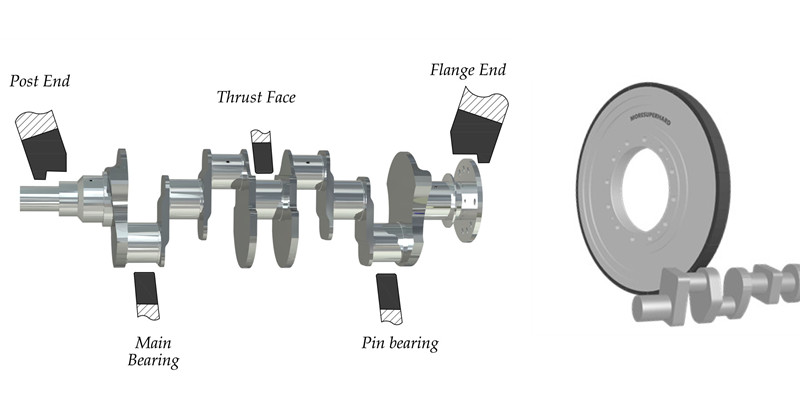
In the manufacturing process of automotive engines, the crankshaft is hailed as the “heart” of the engine. Among all the machined features of the crankshaft, the rear end journal—situated near the flange end—is characterized by its relatively large diameter and typically serves as the seating for the oil seal; consequently, its machining precision directly determines the engine’s sealing performance and the stability of its power transmission.
Crankshaft Post End Journal Grinding: Important parts in Crankshaft Machining
In the grinding process for automotive engine crankshafts, the machining of the post end journal (also known as the gear journal) often presents the greatest technical challenge. As this section is situated immediately adjacent to the flange, features a large diameter, and typically serves as the seating surface for an oil seal, manufacturing operations frequently encounter the following technical hurdles:
Surface Roughness Consistency: Even the slightest vibration marks or spiral patterns can create potential risks of oil leakage.
Thermal Stress Control: Materials such as gray cast iron are highly susceptible to thermal damage when subjected to high-speed grinding.
Excessive Non-Productive Time: Traditional grinding wheels experience rapid wear; consequently, the frequent need for wheel dressing results in high machine downtime rates.
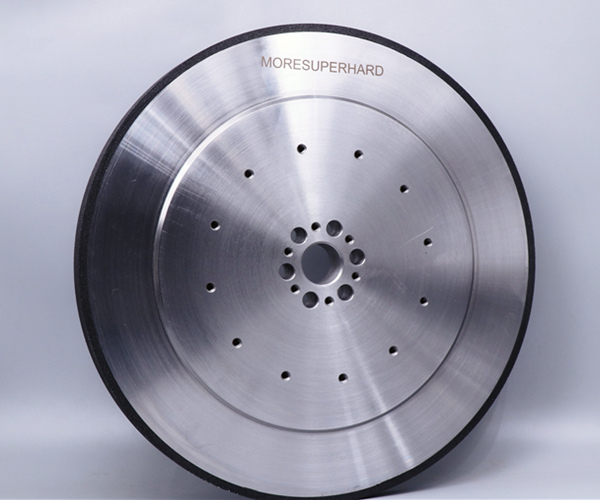
Core Advantages of Ceramic CBN Grinding Wheels for Machining Rear Crankshaft Journals
To address the aforementioned pain points, ceramic-bonded CBN grinding wheels (Vitrified CBN Wheels) have emerged as the industry-recognized optimal solution. The core rationale lies in the following factors:
Exceptional Self-Sharpening Capability and Porosity: These properties ensure that—even at high peripheral speeds of 90 m/s—the grinding wheel maintains ample chip clearance. When combined with pure oil cooling, this effectively minimizes grinding forces and reduces thermal impact.
Hardness and Form Retention: The high hardness of the CBN abrasive ensures the stability of the fillet radius (R-angle)—a critical factor for maintaining precise geometric tolerances on the rear crankshaft journal.
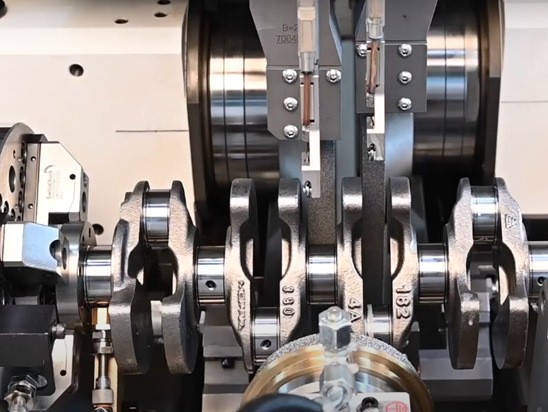
Junker JUCRANK Production Line Application Solution
To provide you with a more intuitive understanding of the actual performance of vitrified CBN grinding wheels, we have compiled real-world mass production data obtained from a Junker JUCRANK (35kW) grinding machine. This solution utilizes a ceramic bond formulation specifically designed for high-hardness gray cast iron.
|
Application
|
Workpiece | Crankshaft post-end |
| Grinding Machine | Junker JUCRANK, 35 kW | |
| Workpiece Material | Gray cast iron | |
| Hardness | HRC 50 | |
| Stock Removal | Max. 0.3 mm | |
| Surface Roughness Requirement: | Rz 2.6 – 4.0 | |
| Coolant | Neat oil | |
| Grinding Wheel Specification
|
Wheel Type | Vitrified bond CBN grinding wheel |
| Bond | V170 | |
| Grit Size | B126 | |
| Size | 500 × 34.9 × 5 × 127 mm | |
| Wheel Speed | 90 m/s | |
| Cycle Time | 24 seconds per piece | |
| Dressing Parameters
|
Dressing Tool | Diamond rotary dresser |
| Dressing Interval | Every 220 pieces |
Quality Feedback
Surface Roughness: Consistently maintained within the Rz 2.6 – 4.0 range, fully meeting the OEM’s requirements for the sealing and assembly of the gear journal.
Consistency: The ceramic bond structure is uniform, ensuring zero fluctuation in machining quality from the first workpiece to the 220th.
This real-world application case involving the Junker JUCRANK demonstrates that the combination of “Ceramic CBN Grinding Wheels + Scientific Dressing Strategies + High-Speed Grinding Processes” represents the optimal path for resolving processing bottlenecks associated with the post end journals of crankshafts.
Are you currently facing any of the following challenges?
❌ Grinding cycle times are too slow to meet order demands?
❌ Surface roughness fluctuates significantly, resulting in high scrap rates?
❌ Grinding wheels wear out rapidly, necessitating frequent downtime for dressing?
Contact our technical engineers today. Based on your specific equipment (such as Junker, Landis, TOYODA, etc.) and workpiece parameters, we will tailor a customized grinding solution specifically for you.
—EDITOR: Doris Hu,Alan Wang
—Post: Doris Hu