
Why choose Metal diamond grinding wheels for grinding cermet material
What is cermet?
Cermets (typically composed of titanium carbide (TiC) or titanium carbonitride (TiCN) as the hard phase and nickel, cobalt, etc., as the binder phase) not only possess significant cost advantages, but their chemical stability, oxidation resistance, and red hardness at high temperatures are even superior to traditional cemented carbides. While the hardness of cermets is generally comparable to that of cemented carbides, they are significantly more difficult to machine, primarily due to their inability to be ground and their brittleness.
The difficulty in grinding cermets stems mainly from their composition of TiC and TiCN. TiN and TiC, among others, do not readily form affinity reactions with other materials, causing diamond wheel abrasive grains to slip on the workpiece surface and fail to effectively cut through the metal surface. This explains why conventional diamond wheels cannot perform grinding operations on cermets.
Cermets materials require grinding wheels with special bonding agents. Metal-bonded diamond grinding wheels, developed specifically for the characteristics of this material, not only have a certain grinding force to ensure grinding efficiency, but also a certain degree of self-sharpening. After the diamond abrasive grains become dull, they can quickly fall off, exposing the underlying abrasive grains to continue grinding the workpiece.



Why can’t electroplated diamond wheels efficiently grind cermets?
The manufacturing process of electroplated diamond wheels dictates that their surface has only a single layer of working abrasive. When machining conventional materials, the sharpness advantage of a single abrasive layer is obvious. However, the density and extremely high hardness of cermets (typically reaching 85-93 HRA or even higher) lead to a sharp increase in cutting resistance and localized high temperatures during grinding.
Under this extremely high-intensity friction, the holding power of the electroplated nickel layer for the diamond abrasive grains is severely insufficient. The abrasive grains quickly become dull and may even detach from the substrate in large pieces. This results in electroplated wheels being extremely unreliable, frequent tool changes and downtime significantly slowing down the production cycle and indirectly increasing the unit manufacturing cost.
Recent Customer Needs:
A customer has atungsten carbide workpiece that requires grinding edges. Previously, electroplated diamond wheels were used for this process. However, due to the recent significant increase in tungsten prices, the customer is exploring the use of cermet materials instead of tungsten carbide in production. Cermet materials have extremely high hardness, almost comparable to cemented carbide, and are even more difficult to machine. Therefore, the customer’s previous electroplated wheels are no longer suitable, prompting an attempt to improve the machining tools.
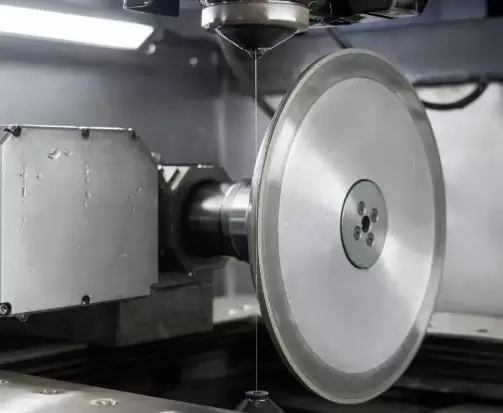
Dressing metal diamond grinding wheel with single angle
The problem of single-layer abrasives’ lack of durability necessitates the use of metal-bonded diamond wheels. Metal-bonded wheels have a three-dimensional, multi-layered abrasive structure, with a bronze or alloy matrix providing extremely strong holding power for the diamond. Their lifespan is typically tens or even hundreds of times longer than electroplated wheels.
However, this leads to a more challenging problem, a nightmare for many customers—the difficulty of dressing complex shapes. As customers often require in their workpieces: the wheel needs a specific profile with sharp angles.
Wire-cut EDM dressing method
Moresuperhard highly recommend and support EDM (Electrical Discharge Machining) dressing technology.
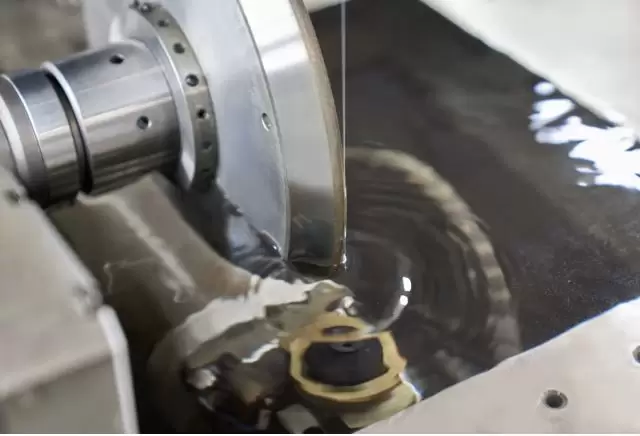
Because metal-bonded grinding wheels have excellent electrical conductivity, EDM technology uses the high temperature of pulsed spark discharge to instantly melt and vaporize the metal bond on the grinding wheel surface, naturally exposing the diamond abrasive grains.This non-contact dressing process involves no mechanical cutting force and will never cause chipping of sharp corners. Combined with CNC technology, EDM can perfectly dress grinding wheels to any complex sharp corners, arcs, and other precision contours, with an accuracy down to the micrometer level.
As a professional manufacturer of superhard abrasives, Moresuperhard possesses a complete R&D system covering resin, ceramic, electroplated, and metal-bonded diamond/CBN grinding wheels. Addressing the dual pain points of “difficult machining of cermets” and “difficult dressing of metal grinding wheels with sharp corners,” we offer system-level solutions:
Customized high-cutting-force metal formulations: By adjusting the alloy powder ratio in the metal bond, we enhance the self-sharpening of the grinding wheel while ensuring extremely high wear resistance. This allows the grinding wheel to maintain a long lifespan when grinding extremely hard cermets without easily clogging or burning the workpiece.
Introduction of advanced online electrical discharge machining (EDM) dressing technology: For complex contours with sharp corners, we recommend and support EDM (Electrical Discharge Machining) dressing technology. This technology utilizes the thermal energy of pulsed discharge to non-contactly remove the metal bond, naturally exposing the diamond particles. Because there is no macroscopic mechanical cutting force, EDM technology can dress metal grinding wheels into sharp “corner” structures with extreme precision and accuracy, and the roundness error can be controlled at the submicron level.



—EDITOR: Doris Hu
—POST:Doris Hu