
Case of resin CBN grinding wheel for gear hob cutter
What is a Gear gear hob cutter?
The vast majority of gears are manufactured using the gear hob cutterbing process because it is very efficient and inexpensive compared to other methods. A gear starts out like a metal donut called a gear blank. The cutting tool is called a gear hob cutter, and it removes material between the gear teeth. The gear hob cutterbing machine holds the gear blank and the gear hob cutter in the correct geometry, and for every revolution of the gear blank, the gear hob cutter must rotate X times to make a gear with X teeth. The gear hob cutter cuts across the face of the gear blank while both are turning.

Why need grinding gear gear hob cutter?
As the wear degree of the gear hob cutter increases during use, the cutting performance will decrease, which will increase the roughness of the machined tooth surface, increase the cutting force, and cause vibration or abnormal sound during the cutting process. If you continue to use it at this time, it will not only further deteriorate the processing quality, but also sharply wear the tool. Therefore, when the gear hob cutter itself cannot meet the process requirements, it needs to be regrinded.
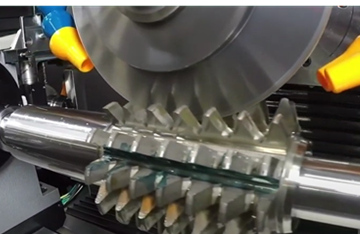
The integral gear hob cutter has the characteristics of high precision and high single value. The gear hob cutter will have unequal tooth grooves. When grinding the gear hob cutter, the tooth surface in the tooth groove will be ground with a grinding wheel, and the grinding of all rake angles will be realized through the indexing of the mandrel. Since the number of alveolar grooves of each modulus gear hob cutter is inconsistent, and the better the consistency of the grinding depth of all rake angles, the life of the gear hob cutter will be better after a single grinding, but if the grinding is too deep, the number of regrinding times of the gear hob cutter will be reduced, thereby affecting the comprehensive life of the entire gear hob cutter.
Recently, we have a customer who needs to grind the gear hob cutter. The base of the grinding wheel used before is a bit thick. When grinding the gear hob cutter, the base will touch the workpiece. Now the customer wants to make the side of the abrasive layer thicker so that it can enter the workpiece and grind to the innermost part of the workpiece.
—EODITOR: Doris Hu, Elio Song
—POST: Doris Hu