
How to achieve high precision grinding crankshaft
What is crankshaft?
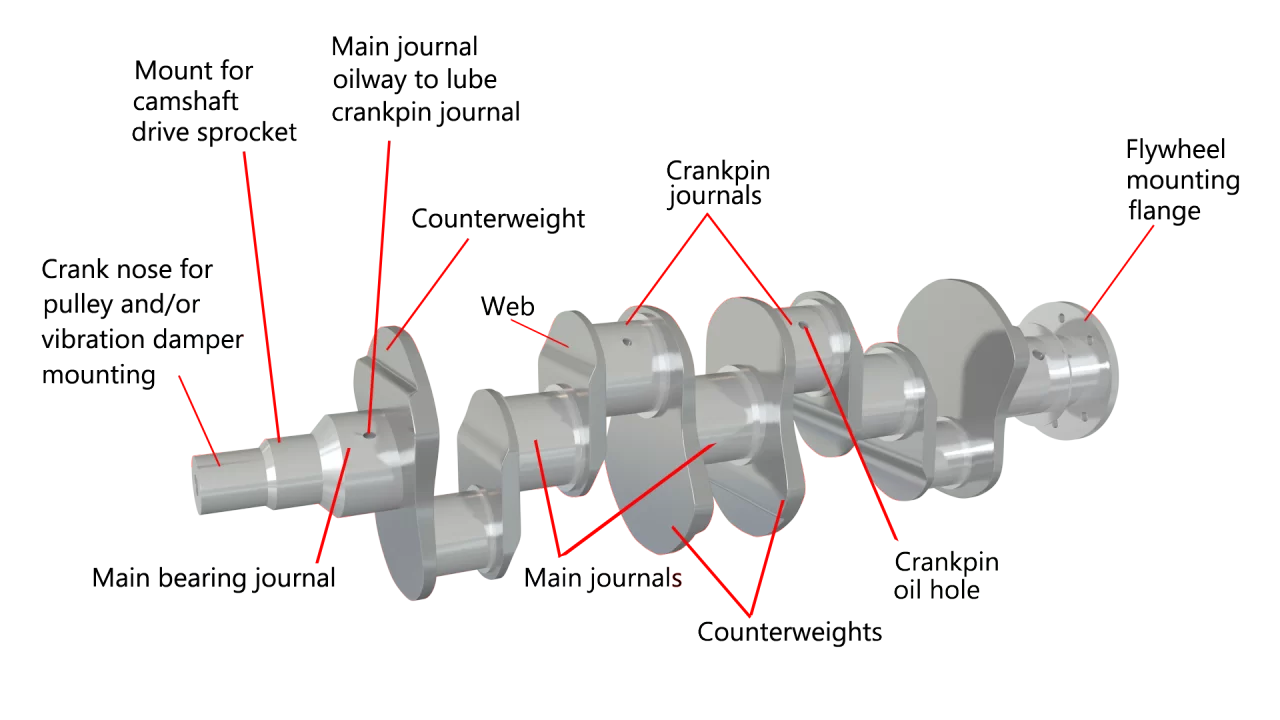
The crankshaft is one of the most typical and important parts in the engine. Its function is to convert the gas pressure transmitted from the piston connecting rod into torque, and output it as power to drive other working mechanisms and drive the auxiliary equipment of the internal combustion engine to work.
Crankshaft is also a very unique part, no other part processing requires so many different processes, it is thin and long, the materials used in poor machining performance. Among them, the accuracy of thrust surface (including thrust journal and width) is more and more high, and R. A significant characteristic of thrust surface is that its contact area is much larger than that of other shaft collar sides, and the accuracy requirements are also much higher. Vitrified CBN grinding wheel is the ideal tool for crankshaft grinding, control is very sensitive, preventing burns during grinding.
How to grind cranshaft?
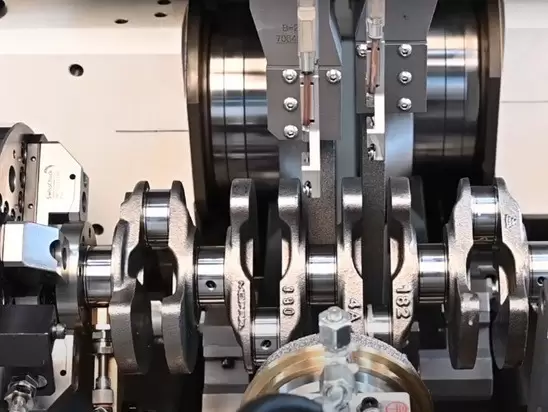
The grinding process of the crankshaft is the same as the cylindrical plunge grinding method. Grind the main journal and its outer circle respectively, then grind the crank neck, shaft shoulder and R arc surface. The grinding force and grinding heat generated during plunge grinding are more than ten times greater than that of cylindrical grinding. In order to ensure the machining accuracy of the crankshaft, the grinding allowance must be removed by coarse and fine grinding, and attention must be paid to sufficient cooling.
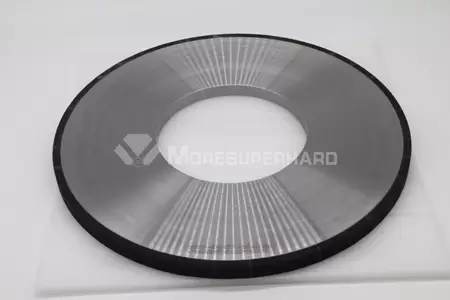
Crankshaft journal grinding is based on crankshaft calibration. Crankshaft grinding in addition to the journal surface dimensional accuracy and surface roughness in line with the technical requirements, must also meet the requirements of shape and position tolerance: when grinding the crankshaft, must ensure that the spindle journal and connecting rod journal axis line coaxiality and parallelism between the two axis lines, limit the crank radius error. And ensure the accuracy of the Angle between the connecting rod journal positions. Crankshaft grinding is usually carried out on a special crankshaft grinder. Vitrified bond CBN grinding wheels for crankshaft and camshaft ,vitrified CBN grinding wheel is suitable for high-efficient heavy grinding of crankshaft and camshaft of automobile parts. The wheel speed is 80m/s–120m/s, Moresuperhard vitrified CBN grinding wheel be used on crank and cam CNC grinders like Toyoda, Schaudt, Landis, junker.
Precision machining is not only suitable for machining the end face of connecting rod and main bearing, but also for the transition fillet between the end face of the journal and the shoulder of the shaft.
The implementation of journal fillet machining greatly reduces the grinding force is greatly reduced in order to prevent shaft deformation too large. On the other hand, in the process of shaft shoulder machining, the axial deformation can be ignored. Conversely, higher contact pressures tend to lead to overheating and therefore faster grinding wheel wear.
Moresuperhard ceramic bonded CBN crankshaft grinding wheels can improve the grinding efficiency of the grinding wheel, reduce the load on the machine tool, and reduce the risk of chatter marks, burns, and surface scratches caused by iron filings or micro particles.


A significant feature of the thrust surface of crankshaft is that its contact area is much larger than that of other journal sides, and the precision requirements are also very high. Burn is a common defect in thrust surface grinding, especially in forming grinding. Grinding burn destroys the surface metallography, reduces the strength and hardness of surface metal, and seriously affects the wear resistance of thrust surface and the service life of crankshaft.
Grinding crankshaft connecting rod journal
Because of the uneven wear of the connecting rod journal, there are two grinding methods: eccentric grinding and concentric grinding.
Concentric grinding method is to keep the axis position of the connecting rod journal unchanged after grinding, that is, the crank radius and distribution Angle unchanged. When the diesel engine crankshaft is grinding, the concentric method is often used to keep the crank radius unchanged and the compression ratio of the diesel engine unchanged, but the amount of grinding is large each time. At present, during the life of the car, the number of overhaul is reduced, using the concentric method can ensure that the engine performance is not changed.
Eccentric grinding method is based on the worn surface of the journal of the connecting rod to position grinding, then the center line position of the journal and crank radius have changed. After grinding, the crank radius is greater than the original crank radius, so that the compression ratio increases, and the cylinder change is not uniform, and the center of mass of the entire crankshaft is not on the center line of the crankshaft spindle journal, causing the crankshaft imbalance, resulting in additional dynamic load during operation. Therefore, in the grinding of connecting rod journal, the increase of crank radius should be reduced as far as possible to ensure that the coaxiality error of the axis line of the same connecting rod journal is not greater than ± 0.10mm, so as to ensure the balance of the crankshaft operation.
Forming grinding crankshaft
In forming grinding, the main reason of burn is the accumulation of grinding heat and coolant can not enter, and the annealing burn caused by annealing burn, resulting in crankshaft thrust surface hardness decline, surface anneal structure, thrust surface wear resistance deteriorates, seriously affect the stability of engine operation. According to the main factors of burn, we proceed from three aspects: selecting suitable grinding wheel, selecting reasonable grinding allowance and improving cooling condition.
Choose the right grinding wheel for crankshaft
Hardened steel crankshaft thrust surface has high hardness and large area, and the sand is easy to be blunted. In order to avoid a lot of grinding heat caused by the diamond pow der, the hardness of grinding wheel should be soft, so that the blunted sand can fall off in time and keep the grinding wheel self-sharpening. The grinding wheel with soft tissue should be selected. The grinding wheel with soft structure has many pores, which can accommodate chips to avoid grinding wheel blockage, and can bring coolant or air into the grinding area, so as to reduce the grinding area temperature.
On the premise of ensuring the roughness of the thrust surface of crankshaft, it is advisable to choose a coarse-grained grinding wheel to achieve a higher removal ratio. In addition, the grinding wheel must be finely balanced so that it is in good balance when working. The grinding wheel must be trimmed in time to keep it sharp. There are many factors affecting the dressing frequency of grinding wheel, including the purity and type of grinding material and the purity of coolant. The diamond support of dressing grinding wheel must be firm. If there is a wear of 0.5-0.6mm on the diamond surface, it indicates that the diamond has been blunted and should be replaced in time. Strictly control the clearance of wheel drive system and wheel spindle.
Vitrified CBN grinding wheel are remarkable for preventing grinding burns to the shoulder of the Crankshaft. CBN Grinding Wheel For Crankshaft can equip with various high precision CNC Crankshaft Grinding Machines, Suitable for high efficient,heavy grinding of Crankshaft pin grinding,Journal grinding.The wheel speed is generally 80m/s-120m/s.
Moresuperhard can provide vitrified CBN grinding wheel and vitrified aluminium oxide grinding wheel, Electroplated CBN Wheel for rough,semi-finish and finishc grinding crankshaft.


Select reasonable grinding allowance and grinding parameters
In production practice, increasing workpiece speed and reducing radial feed are often used to reduce surface burns and cracks.
Improve cooling conditions and implement strong cooling: the coolant must be effective and sufficient, and the coolant must be sprayed into the grinding area. The flow rate is generally 40~45L/min to achieve full cooling. The pressure is generally 0.8~1.2N/mm2 to wash the chips stuck to the grinding wheel. Keep coolant pure and filter properly to remove coolant chips, abrasive particles and other dirt. The coolant container should be large enough to avoid excessive gas or foam.
—EDITOR: Doris Hu
—POST: Doris Hu