What’s the difference of drilling, reaming, boring and honing
What’s the difference between drilling, boring, reaming and honing? It’s hard for most people to tell the difference. Now I will be explain creating and modifying hole on a work-piece differences to you.
The technological characteristics and application of drillingsharpen the drill bits

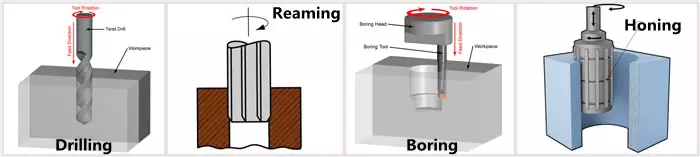
Drilling
Drilling is the first process of machining holes in solid materials. The diameter of drilling hole is generally less than 80mm. The common drilling tool has Twist drill, Center drill, Deep hole drill, etc.
How to sharpen the drill bits?
Drill before work, according to the drilling requirements and the material of the workpiece, the cutting part of the drill should be repaired to meet the requirements. The drill also needs to be re-sharpened frequently during the use of the drill.
Moresuperhard provides diamond and cbn wheels for grinding, sharpening drill bits, such as
* Superabrasive grinding wheel for cnc tool grinder
* OD cylindrical peel grinding wheel for drills
* Diamond wheel for micro drill bits grinding
The technological characteristics and application of drilling
Due to structural constraints, the bending stiffness and torsional stiffness of the drill bit are low, coupled with poor centering, and the drilling accuracy is low, which can only reach IT13 ~ IT11 in general, the surface roughness was also large, Ra was generally 50~12.5 m. But the metal removal rate of drilling hole is large and the cutting efficiency is high. Drilling is mainly used for machining holes with low quality requirements, such as bolt holes, thread bottom holes, oil holes, etc. For holes with high machining accuracy and surface quality requirements, they should be achieved through reaming, boring or grinding in subsequent machining.
Reaming
Reaming is one of the finishing methods of hole, which is widely used in production. For smaller holes, reaming is a more economical and practical machining method compared with inner circle grinding and fine boring.
The technological characteristics and application of reaming
The reaming allowance has a great influence on reaming quality. The allowance is too large, the reamer’s load is too large, the cutting edge is quickly blunt, and it is not easy to get a smooth machining surface, and the dimensional tolerance is not easy to ensure. The margin is too small to remove the cut marks left by the upper process, which naturally does not improve the quality of hole processing. Generally, the coarse hinge is 0.35~0.15mm, and the fine hinge is 01.5~0.05mm. Compared with grinding hole and boring hole, reaming productivity is high and the precision of hole can be easily guaranteed. However, the reaming hole cannot correct the position error of the hole axis, and the position accuracy of the hole should be guaranteed by the previous procedure. Reaming accuracy is generally IT9 ~ IT7, and surface roughness Ra is generally 3.2~0.8. For holes with medium size and high precision requirements (such as IT7 precision holes), drilling and reaming process is a typical processing scheme commonly used in production.
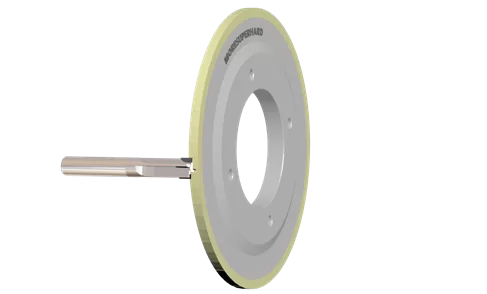
Which grinding wheel used for sharpening reamer?
MoreSuperhard vitrified diamond wheels are used for cylindrical grinding pdc reamer. The precision machining is often required to achieve very precise dimensional tolerances, geometric tolerances and extremely high surface quality, enjoys strong sharpness, high self-sharpening good surface finish after grinding.
Boring
Boring is a machining method in which prefabricated holes are enlarged by cutting tools. The boring can be done either on a boring machine or on a lathe.
The technological characteristics and application of boring
The bore size of boring hole is not limited by the size of the cutting tool, and the boring hole has strong error correction ability, the original hole axis deviation error can be corrected by multiple cutting, and the boring hole and positioning surface can maintain a high position accuracy. Boring has a wide range of processing, can be processed in different sizes and different accuracy levels of holes, for holes and hole system with large aperture, size and position accuracy requirements, boring is a good processing method. The boring precision is IT9 ~ IT7, and the surface roughness Ra is 3.2 ~ 0.8 m. Boring can be used in boring machine, lathe, milling machine and other machine tools, with the advantages of flexibility, the production is widely used.

Honing is the polishing of holes by using a honing head with a honing strip. The honing machine is a grinding machine for precision machining of the surface of the workpiece. Its main principle is to use the oil stone on the honing head circumference of the honing machine to expand the oil stone in the radial direction through the expansion mechanism, so that it is pressed against the wall of the workpiece to make contact. At the same time, the honing head rotates and reciprocates, and the parts do not move; or the honing head only rotates, and the workpiece reciprocates to realize honing.
The feed mode of honing head is mainly divided into quantitative feed and constant pressure feed. When honing with quantitative feed. The feeding mechanism expands and feeds at a constant speed, so that the abrasive grains are forced to cut into the workpiece. When the whetstone is blocked and the cutting force drops, the feed rate is greater than the actual grinding amount. At this time, the honing pressure increases, so that the abrasive particles fall off and break. The cutting effect is enhanced. During constant pressure feeding, due to uneven surface of the workpiece, it is necessary to adjust the feed amount of the honing head in real time to ensure that the workpiece bears a constant grinding force.
The technological characteristics and application of honing
- Honing can achieve higher dimensional accuracy and shape accuracy, and the machining accuracy is IT7~IT6. The roundness and cylindricity error of the holes can be controlled, but the honing cannot improve the position accuracy of the holes to be machined.
- Higher surface quality can be obtained by honing, the surface roughness Ra is 0.2~0.025 m, and the depth of metamorphic defect layer of surface metal is extremely small (2.5~25 m).
- Compared with the grinding speed, the circumferential speed of the honing head is not high (VC =16~60m/min). However, due to the large contact area between the honing band and the workpiece and the relatively high reciprocating speed (VA =8~20m/min), the honing efficiency is still relatively high.

Honing is widely used for machining precision holes in engine cylinders and various hydraulic devices in mass production. Generally, the aperture range is 5 ~ 500mm, and the ratio of hole depth to aperture can be 10 or more. However, honing is not suitable for machining holes on non-ferrous metal workpiece with large plasticity, nor can it be used for machining holes with keyways, spline holes, etc.
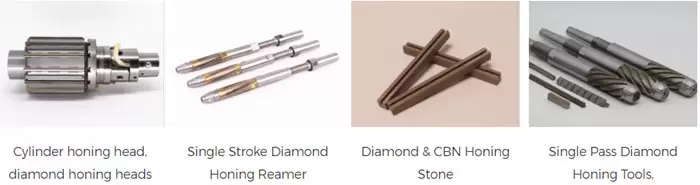
Honing tools can be matched with well-known honing machines such as Sunnen, Nagel, Gehring, Nissin, Mas, Fuji, and provide honing heads that can be used with various types of honing machine tools.
Widely used in cylinders, lawn mower cylinders, hydraulic cylinders, air compressor cylinders, cylinder liners, valve holes, nozzle oil pumps. To fine-grind the inner surface of the engine, air compressor, pump body, hydraulic cylinder, cylinder bore and other cylindrical through holes of automobiles, diesel engines, motorcycles, and tractors.
MoreSuperhard offers precision bore honing finishing solution and service. This honing tool is also commonly referred to as a honing head, and is comprised of several diamond or CBN honing stones. It is designed for a high cutting efficiency, a high geometric accuracy and an excellent surface finish.
– Diamond honing stone, cbn honing stick
– Single pass diamond honing tools
– Cylinder honing tools
– Diamond honing head
– Diamond cylinder hone