
vitrified diamond wheel PDC cutter grinding process solutions
Why are PDC composite sheets so difficult to process?
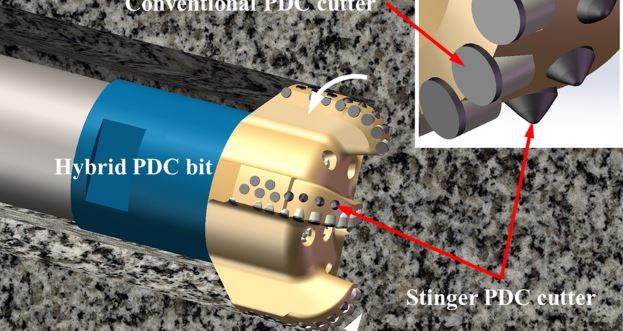
PDC (Polycrystalline Diamond Compact) is made by sintering diamond micropowder with a cemented carbide matrix under ultra-high pressure and temperature. It combines the ultra-hardness of diamond with the impact resistance of cemented carbide, making it the preferred material for oil drill bits and mining tools.
However, it is precisely this “extremely hard” physical property that presents a significant challenge to the subsequent precision grinding process. Choosing inappropriate grinding tools can not only lead to inefficiency but may also directly cause thermal damage, rendering the PDC sheet unusable.
The grinding of PDC compacts essentially involves “diamond abrasive grains grinding a diamond composite layer”—a process characterized by intense interaction between two substances of extremely high hardness. The material removal mechanism involved is not merely simple shearing; rather, it is dominated by the mechanical fracture of abrasive grains (either intergranular or transgranular), thermochemical oxidation, and micro-plastic deformation occurring at high temperatures. This complex mode of material removal results in exceptionally high grinding resistance and extremely high specific removal energy.
Three Core Technological Challenges in PDC Grinding
In actual production, grinding PDC composite sheets typically faces the following bottlenecks:
1. High Grinding Resistance:
The diamond layer of PDC has extremely high hardness (second only to single-crystal diamond), making it difficult for ordinary grinding wheels to penetrate. If the grinding wheel has poor self-sharpening properties, the abrasive will become dulled, resulting in intense friction rather than cutting, leading to a precipitous drop in grinding efficiency.
To address the issue of excessive grinding forces, the structural design of the grinding wheel must first be optimized. By adopting an appropriate distribution and concentration of abrasive grains—typically a high concentration, such as 210%, is recommended to enhance overall cutting efficiency—the load on individual grains can be effectively dispersed, thereby reducing grinding resistance.
Secondly, regarding process parameters, one should avoid blindly pursuing excessive depths of cut. It is recommended that during the rough grinding stage, a moderate depth of cut be employed in conjunction with a higher workpiece feed rate to leverage the high rigidity characteristics of ceramic grinding wheels; conversely, during the finish grinding stage, the depth of cut should be reduced to ensure optimal surface quality.
Furthermore, selecting higher-grade Type II diamonds as the abrasive material is advisable; due to their superior fracture toughness, they are able to maintain their sharpness under high-load conditions, thereby minimizing the additional resistance caused by sliding friction.
2. Thermal Damage:
The key to mitigating thermal damage lies in a two-pronged approach: “low-temperature sintering processes” and “highly efficient cooling.” At the grinding wheel manufacturing stage, low-temperature vitrified bond—such as those of the Li-Al-B-Si-O system—should be selected, and the firing temperature strictly controlled within the 660°C to 800°C range to prevent thermal degradation of the diamond abrasives during preparation. At the machining site, high-pressure, high-flow coolant jets must be employed to ensure the coolant penetrates the high-speed airflow barrier and acts directly upon the grinding zone. The use of water-based coolants containing extreme-pressure additives is recommended to enhance lubrication and heat dissipation capabilities, thereby effectively carrying away grinding heat and preventing the oxidation of abrasive grains.
3. Chipping and Micro-cracks:
Since PDC compacts are typically utilized in high-end drill bits, the requirements for dimensional accuracy and surface roughness—often demanded at the nanoscale—following the grinding process are extremely stringent. Although ceramic grinding wheels possess excellent rigidity, poor dynamic balance or improper process parameter settings can easily induce machine tool vibrations, resulting in the formation of chatter marks or microscopic cracks on the workpiece surface. Additionally, when grinding the transition zone between the carbide substrate and the diamond layer of the compact—where material properties undergo an abrupt shift—there is a high susceptibility to chipping.
Solutions:
First and foremost, ensure that the grinding wheel possesses high dynamic balance precision (e.g., G2.5 grade or higher) and undergo rigorous dynamic balance testing prior to installation to minimize potential sources of vibration. Secondly, regarding the machining of the transition zone, a “segmented grinding strategy” is recommended: utilize a standard grinding wheel or a specialized coarse-grinding wheel when abrading the carbide substrate; then, upon approaching the diamond composite layer, switch to a finely dressed ceramic-bonded diamond wheel while simultaneously reducing the feed rate. For applications demanding exceptional surface quality (e.g., Ra 0.019 μm), an additional polishing step may be incorporated following the ELID grinding process, employing a polishing disc with nanoscale abrasives to further remove the surface-softened layer and eliminate micro-defects.
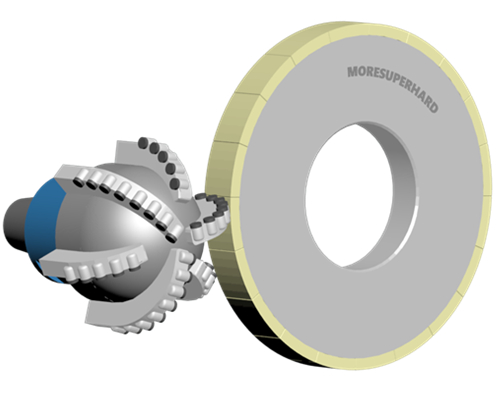
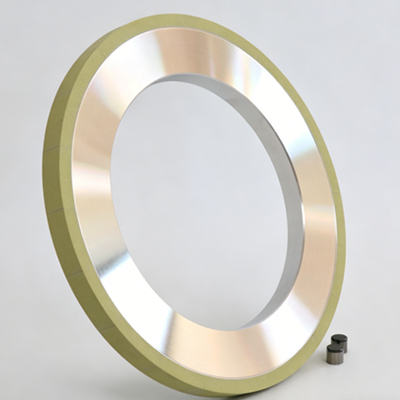
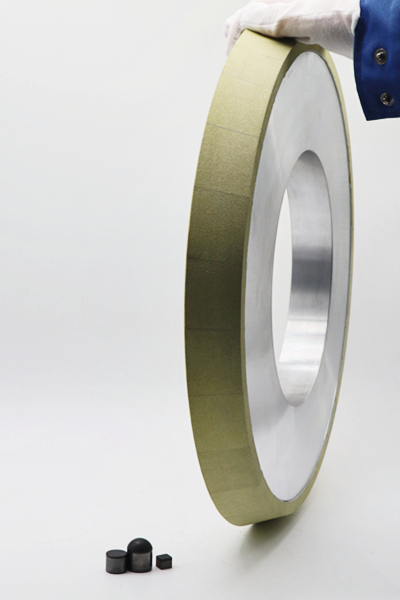
Ceramic-Bonded Diamond Wheels: The Optimal Choice for Solving PDC Grinding Challenges
To address the aforementioned difficulties, ceramic-bonded diamond wheels have emerged—thanks to their unique physical structure—as the industry-standard solution for PDC processing.
1. Exceptional Self-Sharpening Capability: Sustaining Long-Lasting Cutting Power
Ceramic bonds possess a moderate degree of brittleness. As the diamond abrasive grains become dull, the bond undergoes timely micro-fracturing, thereby exposing fresh, sharp abrasive grains. This ensures that the grinding wheel consistently maintains extremely high cutting efficiency, significantly reducing the frequency of wheel dressing.
2. Unique Porous Structure: Efficient Heat Dissipation and Temperature Control
Unlike resin- or metal-bonded grinding wheels, ceramic wheels allow for precise, artificial control of porosity during the manufacturing process.
Advantage: These pores serve as both “reservoirs” for coolant and channels for chip evacuation; they facilitate the delivery of coolant directly into the grinding zone, rapidly dissipating heat and effectively preventing the formation of thermal cracks or graphitization within the PDC material.
3. High Rigidity and Shape Retention
The ceramic bond firmly encapsulates the diamond abrasives, endowing the grinding wheel with high rigidity. Consequently, the wheel resists deformation even under heavy-load grinding conditions, thereby guaranteeing the achievement of high-precision dimensional tolerances and edge integrity for PDC compacts.
—EDITOR: Doris Hu
—POST: Doris Hu
Next:
This is already the latest article