
How to solve the grinding vibration veins ?
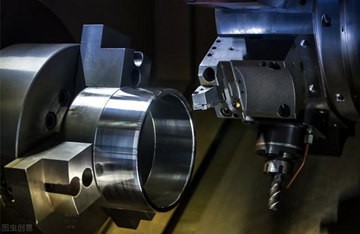
The production of grinding vibration not only affects the machining accuracy, but also causes the workpiece surface roughness can not meet the requirements, so that many problems occur in the working state of the workpiece.
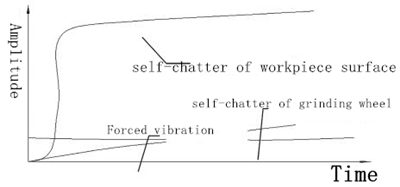
There are two reasons for the grinding vibration: one is the forced vibration of the workpiece, the other is that the machining parameters are unreasonable, which causes the self-excited vibration of the workpiece.
The first type of vibration exists in the environment, even if there is no grinding, the grinding machine is started, these vibrations exist. It happens that some vibration frequencies are close to the resonant frequencies of the workpiece, causing the grinding vibration marks. Suspected components that produce these vibrations include bearings mounted on rotating parts, driving belts, and hydraulic components.
The second type, is the role of periodic changes in processing, its frequency coincides with the resonant frequency of the workpiece, causing vibration. This kind of vibration can be reduced by adjusting the machining parameters. Or choose a low hardness, a bit of coarse grain grinding wheel. Because if the rigidity of the grinding machine is different, the sharp wheel can be used to reduce the grinding force, and the vibration grain can be reduced to a certain extent.
When the grinder is grinding, if the surface of the grinding product appears vibration or spiral marks, the reasons are various, which can be found according to the following conditions:
1. Improper dressing method of grinding wheel.
The gold pen should be kept sharp, and the particles should not be loose. The ling liquid should be sufficient when dressing, and the dressing amount of fine dressing grinding wheel should not be too large.
2. Whether the diamond pen is loose.
If the diamond pen correcting the grinding wheel becomes loose, the surface of the dressing grinding wheel will naturally be uneven, and the surface quality of the grinding product is inevitable.
3. The grinding feed should be reasonably selected according to the workpiece allowance.
Elimination method: the grinding feed should be selected and the workpiece allowance to keep appropriate, especially should control the coarse grinding of the workpiece allowance.
4. The straightness error of the bed guide rail or the grinding wheel rack guide rail in the horizontal plane is large, which affects the dressing track.
Elimination method: diamond drill installation position, try to make the dressing position and grinding position the same.
5. The grinding wheel spindle bearing clearance is large, and the stiffness of the dynamic effect is reduced.
Elimination method: the bearing clearance should be checked and adjusted when it is too large.
6. The head and tail frame rigidity is poor, and the contact between the center hole and the small end of the center of the supporting workpiece produces poor support rigidity.
The grinding between the centers of the rotating spindle can adjust the barrier of the head frame to zero, and the gap of the tail frame sleeve is too large to repair.
7. The workpiece material does not match the grinding wheel, so that the grinding wheel can not effectively cut the workpiece, and the workpiece is seriously passivated.
Elimination method: the workpiece material must be reasonably matched with the grinding wheel material: such as the workpiece material is nickel, chromium steel, carburizing steel, tool steel selection of alumina grinding wheel, hardness K-H. General steel hardness L-J, cast iron, brass and other materials with low tensile strength black silicon carbide. Carbide and other use of green silicon carbide. This material grinding wheel match should choose superhard grinding wheel.
8. Whether the speed of grinding wheel spindle and workpiece spindle is stable.
Check whether the speed of the grinding wheel spindle and the workpiece spindle is stable: when diagnosing the spindle speed, let the spindle to be viewed be given a speed, you can check whether it is changing from the diagnostic parameters of the spindle controller, and how much is changed. Speed can also be measured with a tachymeter. If the spindle speed is not stable, the surface of the workpiece will appear corrugated.
9. Whether the heat dissipation fan of the grinding wheel spindle and the workpiece spindle motor is vibrating
The vibration of the heat dissipation fan of the main motor directly affects the surface quality of the grinding products.
10. Inspection of grinding head
If the diameter jump and axial movement of the grinding head exceed the standard, technical measures should be taken. If the diameter jump of the grinding head exceeds the standard value, in the case that the grinding head cannot be replaced, the viscosity of the spindle oil of the grinding head can be improved to alleviate the influence of the disadvantage of the grinding head on the grinding products.
11. the head box dial claw and self – positioning board
In the grinding of the workpiece rotation, if the headboard claw and grinding workpiece has a relative displacement; The surface quality of the grinding workpiece will be greatly affected if the headstock’s self-positioning plate slides intermittently during the workpiece rotation.