
Comparison of honing and internal grinding
Different grinding methods
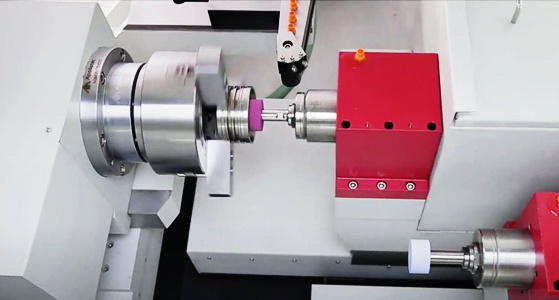
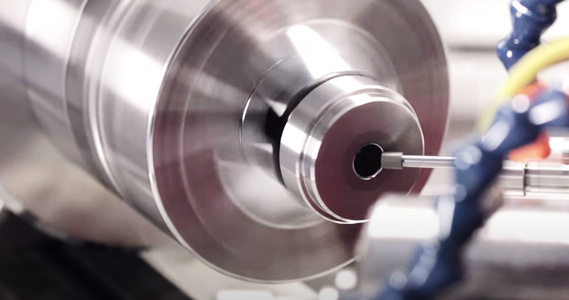
Honing is the workpiece does not move, honing head for rotation and up and down reciprocating movement. Internal grinding requires that the grinding pin rotates and reciprocates after the workpiece is clamped.
Grinding different holes
Honing is mainly suitable for some longer and deeper through holes and blind holes. Internal grinding generally works short holes.


Advantages and disadvantages of honing and internal grinding:
Honing
Honing can obtain higher roundness and cylindricity, but more importantly, it can process mesh, because some used in hydraulic valve bodies or automotive cylinders need long-term reciprocating movement, which requires very high angle of the platform mesh, and the mesh can provide better lubrication effect to ensure the service life.
Internal grinding
Internal grinding can process high-precision inner circle surface, and can ensure high-precision requirements.
Honing process
Honing is the finishing process of the finished surface using a honing stone (also called a honing rod) embedded in the honing head. Honing mainly processes various cylindrical holes with a diameter of 5 to 500 mm or more, and the ratio of hole depth to hole diameter can reach 10 or more. Under certain conditions, flat surfaces, cylindrical surfaces, spherical surfaces, tooth surfaces, etc. can also be processed. The outer circumference of the honing head is inlaid with 2 to 10 oil stones with a length of about 1/3 to 3/4 of the hole length. When honing the hole, it rotates and moves back and forth. At the same time, it expands evenly through the spring or hydraulic control in the honing head. Therefore, the contact area with the hole surface is larger, and the processing efficiency is higher. The dimensional accuracy of the hole after honing is IT7~4, and the surface roughness can reach Ra0.32~0.04 micron. The size of the honing allowance depends on the hole diameter and workpiece material. Generally, it is 0.02~0.15 mm for cast iron parts and 0.01~0.05 mm for steel parts. The rotation speed of the honing head is generally 100 to 200 rpm, and the reciprocating speed is generally 15 to 20 meters/minute. In order to wash away chips and abrasive grains, improve surface roughness and reduce the temperature of the cutting zone, a large amount of cutting fluid, such as kerosene or a small amount of spindle oil, is often used during operation. Sometimes extreme pressure emulsion is also used.

When honing, the workpiece is installed on the working table of the honing machine or in the fixture, and the honing head with several oilstone strips is inserted into the processed hole, and is driven by the machine tool spindle to rotate and make axial reciprocating motion. When the whetstone strip contacts the hole wall with a certain pressure, an extremely thin layer of metal can be cut away. The honing head and the spindle are generally connected in a floating manner.
Honing processing is an efficient processing method that achieves high precision, high surface quality, and long life on the surface of the workpiece. It can effectively improve the dimensional accuracy, shape accuracy, and reduce the Ra value, but it cannot improve the position of the hole and other surfaces. Accuracy. Honing can process cast iron parts, hardened and unhardened steel parts, bronze parts, etc., but it is not suitable for processing non-ferrous metal parts with high toughness.
Honing is widely used in processing cylinder bores, cylinder barrels, valve bores and various gun barrels in mass production. It can also be used in single piece and small batch production.
Honing allowance
The honing allowance generally does not exceed 0.2 mm. The peripheral speed of honing is about 15-30 m/min for steel processing, and can be increased to more than 50 m/min for cast iron or non-ferrous metal processing; the reciprocating speed of honing should not exceed 15-20 m/min. The pressure of the oilstone on the hole wall is generally 0.3 to 0.5 MPa. It can reach about 1 MPa during rough honing and less than 0.1 MPa during fine honing. Since the whetstone and the workpiece are in surface contact during honing, the vertical pressure of each abrasive grain on the workpiece surface is only 1/50 to 1/100 of that during grinding. In addition, the honing speed is low, so the temperature in the cutting zone can be maintained at 50 to 150 Within the range of ℃, it is beneficial to reduce the residual stress on the processed surface and improve the surface quality.
When metal-bonded diamond oil stone and cubic boron nitride oil stone are used to process quenched steel or cast iron, the wear amount is only 1/150 to 1/250 of ordinary oil stone. At the same time, the pressure of the oil stone on the workpiece can also be increased by 2 to 3 times. , thereby further improving the honing efficiency and surface quality.
Characteristics of honing processing
High processing precision
Honing can improve the shape accuracy of the workpiece being processed, especially for some small and medium-sized through holes, whose cylindricity can be within 0.001mm. For some parts with uneven wall thickness, such as connecting rods, the roundness can reach 0.002mm; if there are no annular grooves or radial holes, it is possible for the straightness to reach within 0.01mm/1m. Honing has higher precision than grinding. During grinding, the bearing supporting the grinding wheel is located outside the hole to be ground, which will cause deviations, especially in small hole processing.
Good surface quality
The surface is cross-textured, which is beneficial to the storage of lubricating oil and the maintenance of oil film. It has a high surface support ratio (the ratio of the actual contact area between the hole and the shaft to the mating area between the two), so it can withstand larger loads and resist wear, thereby increasing the service life of the product. Due to the low honing speed and the surface contact between the whetstone and the hole, the average grinding pressure of each abrasive grain is small, so the heat generated by the workpiece is very small. The temperature of the cutting zone can be maintained at 50-150°C, and there is almost no thermal damage to the surface of the workpiece. and metamorphic layer with small deformation.
Wide processing range
Mainly processing various cylindrical holes: through holes, holes with discontinuities in axial and radial directions, such as radial holes or slotted holes, keyway holes, spline holes, blind holes, multi-step holes, etc. In addition, a special honing head can also be used to process conical holes, elliptical holes, etc., but due to the complex structure of the honing head, it is generally not used. The cylinder can be honed with an external honing tool, but the amount removed is much smaller than that of internal honing.
Small cutting allowance
Honing processing is the processing method that removes the smallest amount of residue among all processing methods. In the honing process, the honing tool uses the workpiece as a guide to remove excess material from the workpiece to achieve the required accuracy of the workpiece.
Strong hole correction ability
Due to deficiencies in other processing techniques, the following processing defects will occur during the processing: such as out-of-roundness, bell mouth, corrugated holes, small size, drum shape, taper, boring lines, hole deviation and surface roughness, etc. The honing process can greatly improve the dimensional accuracy, roundness, straightness, cylindricity, and surface roughness of holes and outer circles by removing minimal machining allowances.
Internal grinding can be divided into the following three forms:
1. Center internal cylindrical grinding
During grinding, the workpiece rotates around the center line of the spindle box spindle. Ordinary internal cylindrical grinders or universal cylindrical grinders belong to this form, and are suitable for grinding the inner holes of sleeves, gears, flanges and other parts.
2. Planetary internal grinding
During grinding, the workpiece is fixed and does not rotate. In addition to rotating at high speed around its own axis, the grinding wheel also rotates at a low speed around the center of the hole being ground to achieve circular feed. In addition, the grinding wheel also performs longitudinal feed motion and periodic transverse feed motion. Give. The lateral feed of the grinding wheel is achieved by increasing the gyration radius of the planetary motion. Planetary internal grinders are mainly used for grinding parts that are large and difficult to rotate.
3. Centerless internal grinding
On a centerless internal cylindrical grinder, the workpiece is supported on the support wheel and pressure wheel with its finely machined outer circle, and is driven by the guide wheel to rotate. This grinding method is suitable for grinding the inner hole of thin-walled annular parts.
During internal cylindrical grinding, since the grinding wheel contacts the workpiece in an inscribed circle, the contact arc between the grinding wheel and the workpiece is larger than that of cylindrical grinding, so the grinding heat and force are relatively large, the abrasive grains are easily blunted, and the workpiece is easily heated. or burns.
During internal cylindrical grinding, the cutting fluid cannot easily enter the grinding area; the grinding chips cannot be easily discharged. When grinding debris accumulates in the inner hole of the workpiece, it can easily cause clogging of the grinding wheel and affect the surface quality of the workpiece. Especially when grinding brittle materials such as cast iron, grinding debris and cutting. If the liquid is mixed into a paste, it is easier to clog the grinding wheel and affect the grinding performance of the grinding wheel.
The rigidity of the grinding wheel connected to the long axis is relatively poor, and it is prone to bending deformation and vibration, which has a great impact on the machining accuracy and surface roughness, and also limits the increase in grinding amount.
Internal grinding commonly used longitudinal method and plunge method
1. Longitudinal grinding method
This grinding method is the same as the cylindrical longitudinal grinding method. When grinding through holes, first select the grinding wheel diameter and extension shaft according to the workpiece hole diameter and length. The rigidity of the long shaft should be better, and the length of the long shaft only needs to be slightly longer than the length of the hole.
2. Plunge grinding method
This grinding method is the same as the cylindrical plunge grinding method. It is suitable for grinding workpieces with shorter inner holes and has higher production efficiency.
When using the plunge method for grinding, the rigidity of the long axis should be good. The grinding wheel is easily clogged and blunted during continuous feeding, so the grinding wheel should be trimmed in time. A lower cutting speed should be used for fine grinding.
Advantages and Disadvantages of Honing and Internal Grinding
Internal grinding is a finishing method for inner holes, which can process through holes, closed holes, step holes and end faces of parts. Internal cylindrical grinding can also machine hardened workpieces, so it is widely used in machining. Internal cylindrical grinding generally achieves high dimensional accuracy. Inner ring grinding machines are mainly used to grind the inner hole surface and its end surface formed by cylindrical, conical or other shapes. At the same time, the internal cylindrical grinding machine can grind the inner cylindrical surface, inner conical surface and stepped shaft end surface of various shaft and sleeve workpieces.
Honing
Honing can obtain higher roundness and cylindricity, but more importantly, it can process textures, because some valve bodies, valve sleeves or automobile cylinders used in hydraulics require long-term reciprocating motion, which has a negative impact on the angle between the platform textures. The requirements are very high, and the texture can provide better lubrication effect to ensure service life.
If the precision is high and the batch size is large, it is recommended to use honing, which not only has high efficiency, but also has high precision and good dimensional stability. If it is a small batch or single piece and the precision is not high, just use an ordinary grinder.
Internal grinding
Internal grinding can process high-precision internal cylindrical surfaces and ensure high-precision requirements.
—EDITOR: Doris Hu, Sarah Shi
—POST: Doris Hu