
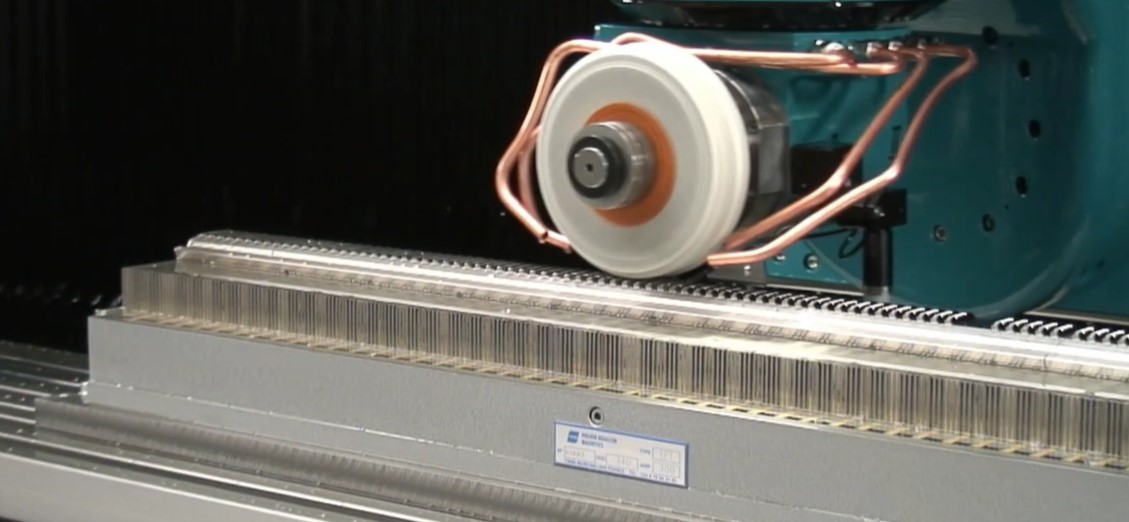
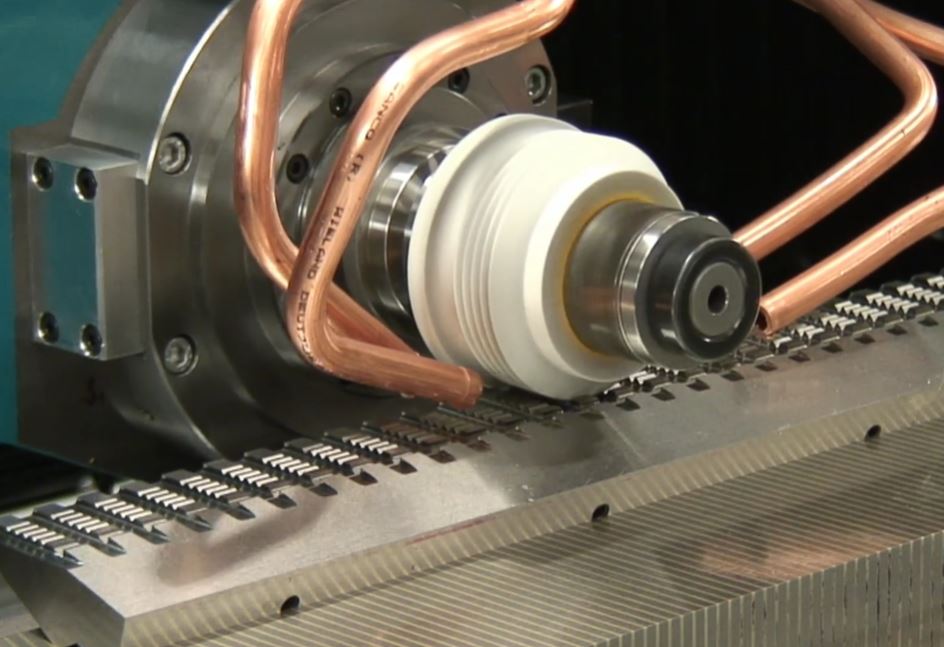
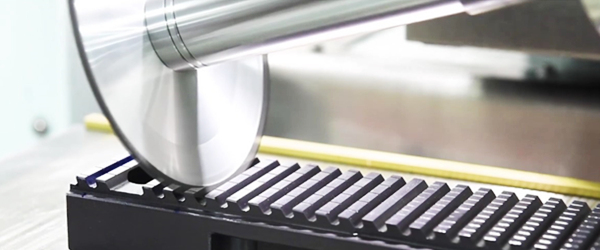
CBN grinding wheel high-effiency grinding PM-HSS broach
 What is a broach?
What is a broach?

A broach is a multi-toothed forming tool primarily used for machining through holes, various shaped holes (such as spline holes and square holes), and complex external surfaces on workpieces.The most significant characteristics of broaching are “high efficiency and high precision”: In a single working stroke, a broach can sequentially remove excess material through roughing, semi-finishing, and finishing teeth, directly machining the workpiece to the required final dimensions and surface finish.
Due to the high cost and extremely heavy machining load of broaches, modern high-end broaches (especially those used in the automotive and aerospace industries) widely utilize powder metallurgy high-speed steel (PM-HSS). PM-HSS, with its ultra-high hardness, excellent red hardness, and superior wear resistance, significantly extends the service life of broaches. The wear resistance of powder metallurgy high-speed steel stems from the elimination of carbide segregation through the powder metallurgy process. The material’s interior contains uniformly distributed, extremely fine, and highly hard alloy carbide particles such as tungsten (W), molybdenum (Mo), and vanadium (V).
CBN (cubic boron nitride) has a hardness more than twice that of traditional corundum, second only to diamond. CBN abrasive grains are extremely sharp, easily cutting through the hard carbides in powder metallurgy high-speed steel like chopping garlic, maintaining a long-lasting, sharp micro-cutting state, fundamentally solving the problem of grinding imperfections.
Problems of grinding HSS broaching tools with Conventional Corundum Wheels
When using traditional corundum (aluminum oxide) grinding wheels to sharpen complex PM-HSS tools, manufacturers typically face three major pain points:
Extremely Low Efficiency
PM-HSS contains a large amount of high-hardness carbides (such as VC and MC types). Conventional corundum abrasives dull extremely fast when encountering these hard spots, requiring frequent wheel dressing.
High Risk of Grinding Burns
Tools like broaches have long cutting edges, resulting in a large grinding contact area and poor heat dissipation. This makes them highly susceptible to grinding burns, which directly ruin the tool’s lifespan.
The “Cost Black Hole”
Sharpening a single broach can take hours. Combined with high corundum wheel consumption and frequent machine downtime for dressing, the comprehensive manufacturing cost remains stubbornly high.
When traditional corundum grinding wheels (alumina) encounter these high-vanadium carbides, their hardness proves insufficient. The corundum abrasive grains quickly become dull, and the cutting process instantly deteriorates from “cutting” to “intense friction.”
CBN Cold Cutting Properties avoid grinding Burns
Broaches are multi-toothed, complex, and expensive precision cutting tools, extremely sensitive to temperature. If the temperature in the grinding zone gets out of control, it can lead to secondary quenching and softening of the broach’s cutting edge, and even the formation of micro-cracks invisible to the naked eye (i.e., grinding burns), directly causing the entire broach to be scrapped or its lifespan to be drastically reduced.
Why can CBN grinding wheels achieve “cold cutting”?
The key lies in thermal conductivity. Scientific data shows that the thermal conductivity of CBN is approximately 55 times that of traditional alumina (corundum).
When grinding powder high-speed steel broaches, CBN grinding wheels not only generate less heat due to lower cutting forces, but also rapidly conduct away the minimal heat generated in the machining zone. Even in deep-cut, slow-feed grinding processes with large depths of cut, it can maintain the cutting edge at a constant temperature to the maximum extent, perfectly preventing thermal damage to the broach.
CBN grinding wheel with ultimate “Profile Retention”
Broaches are typically long and have complex tooth profiles (such as round holes, splines, and irregular grooves), requiring consistent dimensions from the first tooth to the last.
Customer Pain Point: When grinding long broaches with corundum wheels, the wheel’s own tooth profile wears and deforms halfway through grinding. This results in inconsistent dimensions between the front and rear teeth of the broach, forcing operators to frequently stop the machine and readjust the wheel, leading to extremely low efficiency and difficulty in ensuring high-precision tooth profile tolerances.
Advantages of CBN Grinding Wheels:
CBN grinding wheels have more than four times the wear resistance of corundum grinding wheels. Their superior “profile retention” ensures that the wheel hardly deforms throughout the entire cutting process. This allows for “one-shot grinding”, perfectly guaranteeing the dimensional accuracy and surface finish of the broach’s complex tooth grooves.


Moresuperhard Solution: High-Performance CBN Grinding Wheels + Process Parameter Reconfiguration
For the high hardness and high toughness characteristics of PM-HSS, we did not stop at the level of “grinding wheel replacement,” but provided customers with a complete CBN grinding process package, systematically solving problems from abrasive selection and bond design to grinding parameters and dressing specifications.
| Corundum grinding wheel | CBN grinding wheel solutions | Technological value | |
| Abrasive type | White corundum/chrome corundum | CBN ,B126~B181 | Its hardness is much higher than that of PM-HSS carbides, truly achieving “overcoming hardness with hardness”. |
| Bond | Vitrified | High-strength ceramic binder, high porosity structure | While maintaining the shape, enhance the chip holding and removal capacity |
| concentration | —— | 125%~150%high concentration | The effective abrasive particles per unit area multiply several times, and it is wear-resistant |
| Hardness
|
K~L grade | N~P grade(medium-hard) | It ensures sharpness while avoiding premature detachment |
—EDITOR: Doris Hu
–POST: Doris Hu