
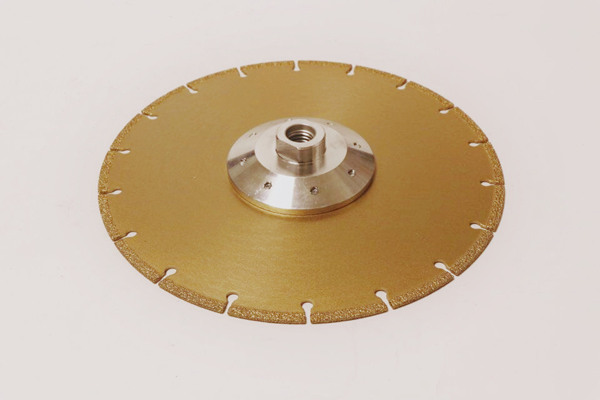
Vacuum brazed diamond saw blades
In order to give full play to the role of diamond, it is necessary to increase the control force of bond on diamond and improve the bond strength of grinding wheel. Single-layer high temperature brazing super-hard abrasive grinding wheel can overcome the shortcomings of electroplating grinding wheel, and can realize chemical metallurgical bonding among diamond, binder and metal matrix, with high bonding strength, Only by maintaining the thickness of the combined layer to maintain the height of the grinding grains by 20% ~ 30%, the grinding grains can be firmly controlled by high-speed and efficient grinding with large load, so that the bare height of the grinding grains of the brazing grinding wheel can reach 70% ~ 80%. Thus, the chip space is increased, the grinding wheel is not easily blocked, and the abrasive is more fully utilized. Under the same processing conditions as electroplated grinding wheels, the grinding force, power loss and grinding temperature of the superhard grinding wheel with single-layer high-temperature brazing are lower, which means higher working speed can be achieved.
Advantages of brazing process: Ni-Cr alloy itself has high strength, and higher bonding strength can be obtained after brazing than silver base alloy, Ni-cr alloy has high melting point and good grinding resistance. However, it still has certain limitations. Due to the high brazing temperature (1080℃), it is easy to cause thermal damage to the diamond and reduce the strength of the diamond. Brazing under vacuum or argon protection ensures that the bonding strength between the alloy layer and the diamond and the steel matrix can be higher and the thermal damage oxidation of diamond can be minimized.
The brazing technology can realize the interfacial chemical metallurgical bonding of diamond, binder (brazing alloy material) and metal matrix with high bonding strength. Due to the high bonding strength at the interface, only a very thin binder thickness is enough to firmly hold the abrasive particles, and the exposed height can reach 70% ~ 80%, make the use of abrasive more fully, greatly improve the tool life and processing efficiency. Compared with traditional technology, the maximum allowable edge value of diamond tools can be increased by more than 50%, under the condition that the power consumption of the tool is not increased or decreased, the diamond consumption of the workpiece material per unit volume is reduced by more than half. Compared with electroplating tools, it also shows incomparable advantages.