
The basis of grinding
What is the condition of the grinding wheel currently in use?
The grinding wheel state can be divided into “normal wear”, “abrasive particle off”, “chip blocking”, “abrasive particle passivation” and other four forms. Observing the state of the grinding wheel currently in use and adjusting the grinding wheel to a more suitable state is the first step to improve the grinding process.
[1] Normal wear:
During grinding, once the cutting edge of the abrasive particles is passivated, the grinding resistance will increase, resulting in the abrasive particles splitting, the moderate emergence of a new cutting edge, so as to restore the original cutting sharpness again.This condition of maintaining grinding efficiency through moderate substitution of cutting edges is referred to as normal wear.
Under normal wear conditions, the cutting edges of the abrasive particles can be properly spaced and the chips will not weld.In addition, the wear of the grinding wheel is far less than the state of particle shedding, and the machining surface is good, which can achieve high machining accuracy.
The grinding resistance is larger than that of particle shedding, but smaller than that of chip blocking and particle passivation.
[2] Abrasive particle shedding
In this case, the spacing between the cutting edges of the abrasive particles is large, and a sharp cutting edge can always be used for grinding with good cutting sharpness.On the other hand, the grinding wheel wear increases significantly, the grinding wheel surface becomes rough and the shape of the grinding wheel is destroyed, which leads to the significant deterioration of the machining accuracy and the roughness of the machining surface.
[3] Chip blocking
The condition in which the hole of the grinding wheel is blocked and there is no gap for the chip to discharge is called chip blocking.There are two kinds of hole blockage: one is the grinding of aluminum, copper, stainless steel and other soft sticky materials, chip stuck and attached to the top of the abrasive cutting edge;The other is the dry grinding of castings or stone, the chip is difficult to discharge and thus blocked in the air hole.In either case, the grinding resistance will increase, prone to vibration, and the machining surface often produces “tiny defects” and “vibration marks”.
[4] Abrasive particle passivation
The condition where the cutting edge of the abrasive is worn and becomes smooth and the cutting sharpness is low is known as abrasive passivation.Under grinding conditions, it occurs when the hardness is too high, the hardness of the abrasive grain is too low, or the line speed of the grinding wheel is too fast.In the passivated state, the cutting edge of the abrasive particles is passivated while grinding, and the cutting sharpness is extremely low.
As a result, grinding resistance and grinding heat increase, resulting in vibration marks and grinding burns.
The state of the chip is also important information
Compared with the cutting process of turning tool or milling cutter, the chip produced by grinding process is much more delicate. According to its shape, it can be divided into five forms, such as “streamline”, “shearing type”, “tearing type”, “forming edge type” and “melting type”.
(1) Streamlined chip
In the grinding process of iron and steel materials, the grinding wheel is produced when the cutting sharpness is good.
(2) Shearing type chip
In the grinding process of brittle materials such as cast iron, the grinding wheel is produced when the cutting sharpness is good.
(3)Tearing type chip
In the process of steel grinding, the grinding wheel cutting sharpness is not good.
(4) Forming edge type chip
The cutting sharpness of the grinding wheel is poor, and the accumulated chips that fall off the surface of the grinding wheel are welded (forming the cutting edge).
(5)Melting type
The cutting sharpness of the grinding wheel is poor, and the chips melt due to the grinding heat, forming a ball or hemispherical.Generated when grinding with a wheel that has chip blockage or particle passivation.
Look at one grain of abrasive…
The grinding process of continuous operation of multiple cutting edges is also an integrated product of the operation of a single abrasive.
By observing a grain of abrasive, a variety of conditions can be determined.
Inlet depth of abrasive particles (g):

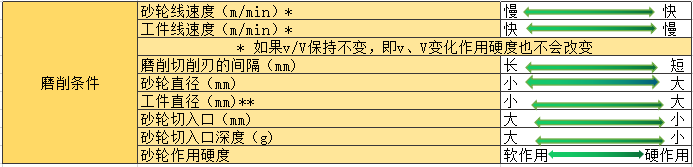
As the cutting depth G of the abrasive grain increases, the load on the abrasive grain also increases, and the abrasive grain will fall off.On the other hand, if g becomes smaller, the load on the abrasive grain will be reduced, and the abrasive grain will be lost.The relationship between grinding conditions and grinding wheel hardness can be seen from the above formula.
When grinding the inner surface, the size is opposite to the size.
Contact arc length (I)
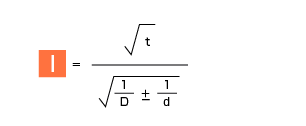
When the contact arc length L increases, the depth G of the abrasive inlet decreases, and the force of the grinding wheel increases.On the contrary, the contact arc length decreases and the grinding wheel force decreases.
The contact arc length is not only determined by “diameter of grinding wheel”, “diameter of workpiece” and “entrance of grinding wheel”, but also influenced by the grinding mode, which gradually increases in the following order.
“Circular Grinding < Horizontal Axis Grinding < Internal Axis Grinding < Vertical Axis Grinding, Two End Plane Grinding”.
Therefore, the wheel used for transverse plane grinding should be softer than the wheel used for cylindrical grinding.For vertical axis grinding, not only a softer grinding wheel should be selected, but also the contact area should be reduced.