Gear processing 11 procedures
Gear machining is an extremely complicated process. The gear machining cycle includes turning → hobbing → gear shaping → shaving → hard turning → grinding → honing → drilling → inner grinding → Welding → Measurement, it is particularly important to configure a suitable clamping system for this process. Next, we will introduce the gear clamping system in various processes.
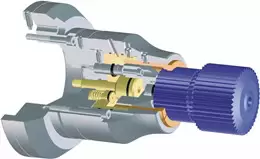
1. Turning
In turning, the gear blank is usually clamped on a vertical or horizontal turning machine. For automatic clamping fixtures, most of them do not need to install auxiliary stabilizing devices on the other side of the spindle.


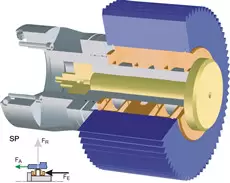
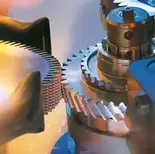
2. Hobbing
Hobbing is a cutting technology used to produce external gear and cylindrical gear. Gear hobbing is widely used in automobile industry and in large-scale industrial transmission manufacturing, but the premise is not limited by the contour of the processed workpiece.

3. Gear shaping
The gear shaping process mainly used in the case of gear hobbing can not be processed.
This machining method is mainly applied to the inner tooth machining of gear and the outer tooth machining of some gears which are disturbed by the structure.

4. Gear shaving processing
Shaving is a kind of finishing process of gear, which has a blade corresponding to the tooth shape of the gear. This process has been widely used in industry because of its high production economy.
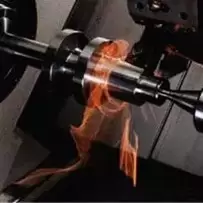
5. Hard turning
Hard turning makes it possible to replace expensive grinding processes. In order to make it work normally, the various parts of the system and the processing parts are connected together. Choosing the right machine tools, fixtures, and cutting tools determines the quality of the turning effect.
6. Tooth grinding
In mass production, tooth grinding is a very economical and effective way of processing. The use of adjustable grinding tools in similar sample processing will show greater flexibility.

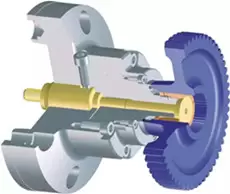
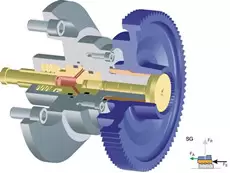
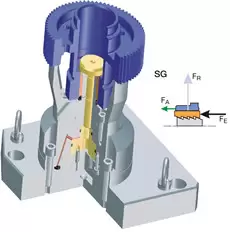
7. Honing
Honing is a process of finalizing hard gears by using amorphous cutting angles.
Honing is not only economical, but also gives the gear to be processed a smooth surface with low noise.
Compared to grinding, the cutting speed of honing is very low (0,5 to 10 m/s), thus avoiding the damage caused by the heating from cutting.
More precisely, the internal stress on the processed tooth surface has a positive effect on the bearing capacity of the equipment.
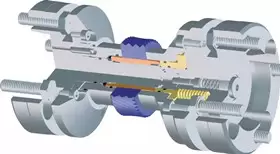
The following is a case of honing using flanged fixture:


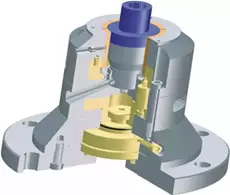
8. Drilling
Drilling is a rotary cutting process,the rotation axis of the tool and the center of the machined hole are completely consistent in the axial direction and are consistent with the axial feed direction of the tool. The main shaft of cutting motion should be consistent with the tool and independent of the direction of feed motion.
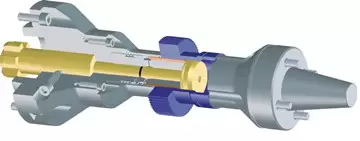
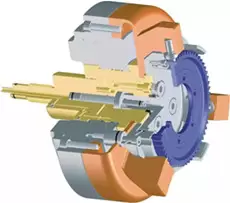
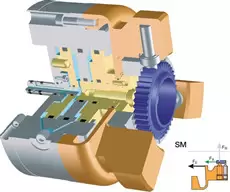
9. Inner grinding
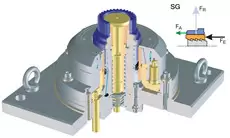
Inner grinding is a kind of machining technology with amorphous cutting Angle.Compared with other cutting processes, grinding has the advantages of high size and forming accuracy for hard metals, dimensional accuracy (IT 5-6), and high quality surface accuracy for small vibration marks (Rz = 1-3㎛).
Case of inner hole grinding using thin-film gripper SM system:

10. Capacitor discharge welding
Capacitor discharge welding belongs to resistance welding process.
Capacitive discharge welding is achieved by rapid current increase, relatively short welding time, and very high welding current.
11. Measurement
Gear detection is very extensive, it must be adjusted according to the different forms of gear.
In gear measurement, the important parameters of the gear are determined by measuring the length, Angle, and special gear process measurement.