

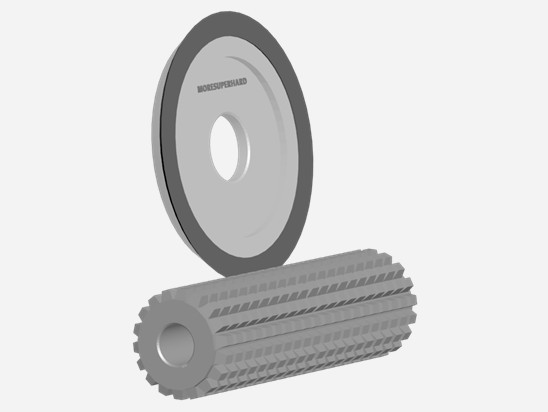
Diamond grinding wheel for grinding gear
Gear, the main basic transmission components of the automobile industry, usually there are 18-30 teeth in each car, the quality of gear directly affects the noise, smoothness and service life of the car. Gear plus machine tool is a complex machine tool system, is the key equipment of automobile industry.

Gear processing process:
1. Forging gear blank
2. Normalized:
The purpose of this process is to obtain hardness suitable for the cutting of rear sequence gear and to prepare the structure for the final heat treatment to effectively reduce heat treatment deformation. The gear steel used is usually 20CrMnTi.
3. Turning processing
In order to satisfy the high precision positioning requirement of gear machining, gear blank processing all adopt numerical control lathe, using mechanical clamping not heavy ground vehicles Under the knife, realized in a clamping aperture, end face and outside processing synchronization is complete, not only ensure the inner hole and end face of the vertical degree requirements, and ensures that the size of the discrete small gear billet production in large quantities. Thus the precision of gear blank is improved and the machining quality of rear sequence gear is ensured .
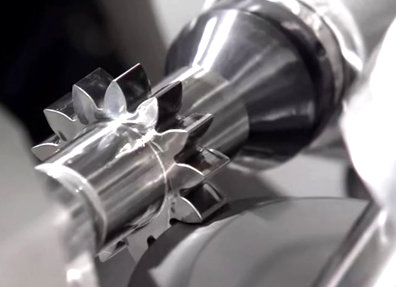
4. Gear hobbing and gear shaper

5. Gear shaving
Radial gear shaving technology is widely used in the production of large quantities of automobile gear for its high efficiency, easy to achieve the requirements of tooth shape design and tooth direction modification.
6. Heat treatment
Carburizing and quenching are required for automobile gear to ensure its good mechanical properties.
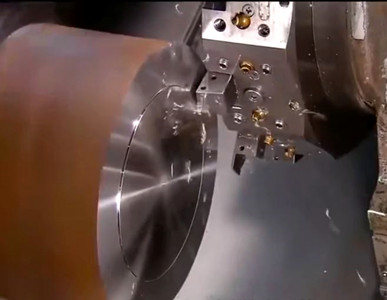
7. Grinding
It is mainly using diamond grinding wheel for finishing the inner hole, end face, outer diameter of shaft and other parts of the gear after heat treatment in order to improve the dimensional accuracy and reduce the tolerance of shape and position.
Gear processing error causes:
1. The precision of machine tool transmission chain is not high, vibration or impact in operation, affecting the instability of machine tool transmission
2. The main shaft of the table is not in contact with the cone guide surface of the table shell. The cone guide surface is hard to contact and the table rotates heavily. Vibration occurs during operation. Cause errors in processing.
3. Make the knife mechanism work abnormally, and scratch the workpiece surface with the knife.
4. Poor grinding quality of gear shaper blade.
5. The feed is too large, resulting in tooth cutter cutting gear is not timely, resulting in rough surface of gear.
6. The gear blank is not properly installed, and vibration occurs during cutting.
7. The cutting fluid is dirty, or rushed into the cutting tooth groove. Cause gear surface quality is not qualified.
—EDITOR: Doris Hu
—POST: Doris Hu



