

How to reduce the influence of vibration during grinding
In production grinding operations, ripples on the surface of parts are potential clues to vibration problems in the machine or operating procedures. You will feel the influence of the ripples during inspection, or when there are still grinding or polishing steps in the later stage, you need to spend more time on removing the ripples.
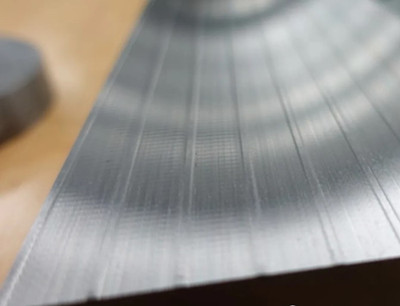
The surface of the workpiece shows ripples caused by vibration.
The wavelength of the peak (distance from peak to peak) can provide clues to the cause of vibration
For example, on a part machined on a surface grinder, the vibration frequency (cycles per minute) is equal to the working speed (inches per minute) divided by the distance (inches) between two consecutive tremor marks. Use this formula to find the vibration frequency. If it is the same as the rotation speed of the grinding wheel shaft, it indicates that the grinding wheel, the grinding wheel flange or the grinding wheel shaft itself may be the culprit. Changing the grinding wheel, tightening the flange bolts, or just changing the speed is enough to solve or control the vibration problem.
But in other cases (may involve other parts of the machine, or limited by the fixed frequency of the system), simple repairs are not enough to adequately solve the problem. In these cases, it is best to repair the machine and repair any machine parts that may cause vibration and affect the workpiece. However, maintenance takes time, which also means that the machine must stop production. For factories that require continuous operation, even a short break is not enough.
Therefore, researchers have proved a method to overcome the effects of vibration without reducing productivity and without stopping the machine for maintenance.
The goal of the contact length theory is to make the contact length between the grinding wheel and the workpiece relatively larger than the surface wavelength affected by vibration. When the former is relatively larger than the latter, the grinding wheel can effectively remove the peaks and valleys caused by vibration on the workpiece, making the surface smooth, even if the vibration is still occurring.
When the cutting depth increases and the feed speed decreases, and the two are adjusted to the same multiple, the material removal rate (that is, the productivity) can remain unchanged. The contact length of the grinding wheel is limited by the depth of the undercut. Of course, to increase the contact length, it is necessary to avoid other adverse effects, such as material burning and workpiece deformation.
Usually this needs to increase the cutting depth of the grinding wheel, which is deeper than the standard cutting conditions to achieve the effect. But this still avoids these undesirable ripple effects. At the same time, the feed speed (or workpiece speed) affects the wavelength of some vibration traces. The slower speed will shorten the wavelength. When the contact length between the grinding wheel and the workpiece is twice the tremor wavelength or the surface ripple, the smooth surface can be measured based on the contact length theory.



