Grinding process VS Rolling processing
Grinding process and rolling process can improve the dimensional accuracy of parts and reduce the surface roughness.But there are the following differences.
1. Grinding
Grinding can achieve higher precision than rolling.
In actual production, it is difficult to reduce the temperature of the grinding zone during the inner hole grinding process. The high temperature of the grinding zone (the local temperature of the surface can be as high as 1000℃) will cause great harm to the service performance of the parts. The residual tensile stress, grinding cracks and burns generated by the surface layer will affect the service performance of the parts and lead to low production efficiency.
Grinding to achieve high precision also need three conditions: grinding machine, grinding wheel, stable and efficient control.

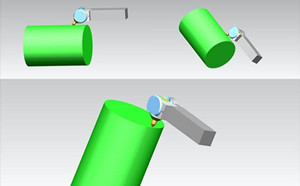
2. Rolling
Rolling can not improve the shape and position accuracy of the parts, so the accuracy of the parts after rolling processing is mainly determined by the parts of the pre-processing (turning) precision, surface roughness.
Rolling is no cutting and the size is easy to control so there is no violent heating in the process.
The surface layer of rolling machining parts produces residual compressive stress and cold hardening, which can improve the fatigue strength of parts and improve the production efficiency.
Principle of rolling processing: it is a kind of pressure finishing technology,which use the cold plastic characteristics of metal in the normal temperature state to exert certain pressure on the surface of the workpiece to make the surface metal of the workpiece produce plastic flow so as to fill in the original residual low trough and reduce the surface roughness of the workpiece